

Mark Proffitt, Formaspace VP of Operations
Mark Proffitt is celebrating his fourth month on the job as Vice President of Operations here at Formaspace where he has responsibility for overseeing Production, Industrial Design & Engineering, IT, Supply Chain, Customer Service, and Shipping Operations.
With more than 20+ years’ experience working in the manufacturing industry, Mark is highly focused on quality. According to Mark, “It’s important to me that we are an employer of choice by making our workplace an invigorating experience. I also want to improve the customer experience by engaging employees to exceed expectations in quality and on-time delivery.”
So we thought this to be a good time to sit down with Mark and find out more about what he’s been up to, and in particular, learn about the Kaizen initiatives he has underway at our manufacturing headquarters here in Austin, Texas.

A Brief History of Kaizen from the Japanese Auto Industry to Today
One of Mark’s first actions here at Formaspace was to conduct a Kaizen event in the metal shop of our factory production line.
We thought that would be helpful for our readers to document the process with before-and-after photographs as well as to report back on the productivity improvements that have come about from revising processes in this part of the factory. But first, we should back up a bit and ask Mark to explain his take on what Kaizen is and what role it plays in improving manufacturing quality and productivity.
“The Kaizen concept originated at Toyota, where it’s known as the Toyota Production System or TPS,” Mark explained. “This approach helped Toyota improve its quality and productivity, and it was soon adopted by other Japanese automobile manufacturers during the 1960s and 1970s. The Kaizen approach was a fundamental contributing factor for Japanese car exports earning their worldwide reputation for exceptional quality and reliability.”
“Moving on to defining what Kaizen is… it’s a strategy where employees at various levels of the company work together to achieve regular and incremental improvements in their manufacturing processes,” Mark continued. “In fact, we often translate the Japanese word Kaizen into English as continuous improvement.”
According to Mark, “Kaizen strategies can be applied in a number of different ways to improve productivity and quality. For example, you could have an event dedicated to improving the value stream map within your supply chain, or you could focus on improving the storage system within a supermarket chain’s distribution center. A Kaizen event held one week might involve one set of team members, while a subsequent event might be held in a different area of the same plant, with a different focus and set of goals in mind. In the case of the recent Formaspace Kaizen event, we took three days, a Kaizen burst if you will, to improve the process flow within our metal shop.”
Choosing the Production Area for Conducting Your First Kaizen Event
We wanted to know why Mark chose the metal shop for the first Kaizen event.
“I had a suspicion that we could realize significant improvements if we concentrated on the metal shop first,” Mark explained. “Given that most of our furniture products have significant metal components in the form of bases, legs, support structures, etc., most of the downstream processes are dependent on the output from the factory’s metal shop. I was looking for signs of what the Kaizen process calls the Seven Deadly Wastes for Manufacturing: Transport, Inventory, Motion, Waiting, Over-Processing, Overproduction, and Defects. (By the way, the Japanese word for waste is muda, so you might hear that term, but we often just call these ‘the Seven.’)”

“My guess was that the metal shop was producing parts in batches that were larger than we needed. As a result, they were storing finished work in staging areas rather than passing them directly to the next production process (which is ideal). Our goal is to have less product moving at a higher velocity, because continuous flow serves the downline processes better, making for a more efficient use of our labor.”
“This ‘just-in-time’ approach also helps improve quality significantly. When the product is being handed from one operator to the next operator, any deviations in product quality can be found immediately. That way, you have quality right there at the source — this avoids errors being discovered sometime later down the road. Remember, remake rework is expensive and time-consuming, so we want to catch any defects right away. We also want to find out why they happened in the first place, using a Kaizen approach known as the ‘Five Whys.’ This is a form of Root Cause Analysis where we ask a series of probing questions to uncover why something didn’t perform as expected.”
How to Prepare Your Manufacturing and Operations Teams for a Kaizen Event
While Mark may have had his eye on improving the production flow within the Formaspace metal shop, he didn’t just jump into the Kaizen process all at once. To get the teams ready, Mark conducted an all-hands meeting with the manufacturing and operations teams to explain the Kaizen philosophy and the necessary steps to prepare for a successful Kaizen event.
We wanted to ask Mark to give us an idea about how he went about this, and what advice he could offer other manufacturing companies that might be contemplating conducting their own Kaizen event.
Mark explained that “because it’s a new initiative, it’s very important that people don’t go into it blindly. We needed to have simulation (or sim for short) training on the Kaizen process, so we brought all the cross-functional team members together to participate in an interactive meeting the week beforehand. I made a presentation outlining the goals for what we wanted to improve, and the team members provided their suggestions and input on how to make things better. It’s important to get everyone on board. We also identified which production metrics we wanted to measure before and after, so we’d be to see how much the Kaizen process was able to improve specific quality and productivity goals compared to our ‘before’ baseline.”
“There were also important logistical details that needed to be worked out, given that this was taking place within a manufacturing line. For example, because the metal shop was to be shut down for three days, we needed to plan our production work ahead. We also needed to order specific items for the area cleanup, including floor paint, tape, and cleaner as well as labels.”
“Timing-wise, we put the manufacturing plans in place about two weeks in advance. We did the training a week prior to the event, and then, on the day of, we started the three-day Kaizen process.”
Reducing Waste and Improving Efficiency with a 5S Program

Now we wanted to ask Mark about the Kaizen event itself. One of the things that surprised us was that the process started by removing everything from the metal shop.
“Yes, that’s right. We took everything out of the metal shop that wasn’t bolted to the floor. That way, we were able to do things like repaint the walls and fix any tools that had maintenance issues. This process is known as a 5S program, which incorporates these five steps:
1. 整理 Seiri (Sort)
Decide what you really need to get the job done, and remove the rest by disposing of it or putting it in storage.
2. 整頓 Seiton (Set in Order)
Organize your workspace and tools in a way that each task can flow smoothly into the next one.
3. 清潔 Seiso (Shine)
Keep your workspace and tools tidy and neat.
4. 清潔 Seiketsu (Standardize)
Make uniform procedures for your tasks. This helps others to step in and help when needed or simplifies shift work changeovers.
5. 躾 Shitsuke (Sustain)
Try hard to complete these tasks each day.
“Let me explain the specific steps in more detail. On the first day (a Tuesday), we moved everything out of the area (except for the heaviest items mounted to the floor) to a temporary holding area, where we cleaned and refurbished the equipment, furniture, and tools. Equipment that was not really needed in the metal shop was moved into new locations.”

“The second day, we painted the walls; then we swept, mopped, and degreased the entire shop floor. After that, we applied a high gloss sealer.”

“On the third day, we did an inspection of the useable area and mapped out where to position everything. We used color-coded floor tape to identify the new production and work-in-process (WIP) areas. We also labeled the bins and totes and put them in locations that were convenient for each process.”

“Understandably, some people get the 5S process and ordinary housekeeping confused,” Mark explained. “5S is more than just cleaning up (although that’s part of it); instead, it is an approach that compels you to improve the workflow.”
“In our case, the newly revised layout allows operators to complete multiple steps in one combined process; for example, weld and grind are combined into one operation, which significantly reduces the motion needed to complete the job.”
“This helps us improve our quality as well, thanks to a principle known as ‘Quality at the Source’; this means each individual worker is responsible for checking the work at each step of production. In other words, because welding and grinding are combined together, the operator will discover if he or she made a bad weld during the process of grinding it smooth, so the weld can be fixed right then and there if needed.”
“The 5S process also leads you to make other important productivity enhancements. To make sure every tool is in its place, we installed tool shadow boards (painted with an outline of the tool shape) so that the tools are easy to find. We also organized parts into individually labeled bins that are located within an easy arm’s reach. It’s easy to see at a glance if there are enough parts on hand and if any tools are missing. These types of visual aids, called kanban in Japanese, are another important part of the Kaizen process. The goal is to have everything positioned in the optimum location, clearly labeled and ready for use, so you can easily reach what you are working on.”
What Kind of Improvements Can You Expect from Conducting a Kaizen Event?
During Mark’s presentation to the manufacturing and operations team prior to the Kaizen event, he identified four goals he had in mind: improving efficiency, quality, ergonomics, and productivity. We wanted to know more about how he planned to measure the results.
“Yes,” explained Mark, “measurement is a critical part of Kaizen. Before we started making changes, I created a 5S scorecard to measure the metal shop. 100 is a perfect score, and that’s difficult to achieve in practice, although not impossible. In a typical working environment, you would want to score at least a 70 or 75 at a minimum, and you’d be able to improve things from there. However, in our case, I calculated a score of only 44 for the metal shop area before we started the 5S program, so there was plenty of room for improvement.

Before and After Results of the Kaizen Event in the Formaspace Metal Shop: A 2X Scorecard Improvement
“After the 3-day long Kaizen event, we began measurements on the ‘after’ state. Our new score is 88, which is double the original score, e.g. we moved from a before score of 44 to new 88 score after. This will likely improve further when we complete some of the remaining items we weren’t able to finish in the first 3 days (including ordering some new items to make things more efficient), so I’m very pleased with this initial result.”
“Other important metrics went up as well. Prior to the Kaizen event, one of the biggest issues I saw was the travel time of the work-in-progress product through the area. You have to keep in mind that the real purpose behind running these Kaizen events (and for lean manufacturing in general) is to keep the material moving through production steps. That’s when you’re adding value to it; it’s like taking a $1 piece of stock and turning it into a $10 component. In other words, our goal is not to keep people busy or to keep machines running; it’s to keep the material moving through production. If your materials are traveling too far from one station to another, or worse, sitting in a staging area, then that’s a bad sign.”
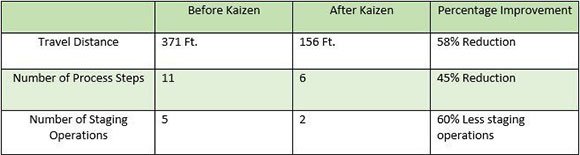
“Prior to the Kaizen event, materials in our metal shop went through too many separate steps, which made the travel time far too high. That was one of the biggest wastes that I initially saw. We discovered that before the Kaizen event, our work-in-process had to go through 11 steps as it traveled 371 feet — from the time it left the bar stock or square tube storage area until it arrived at the paint line.”
“During the Kaizen event, we moved some equipment around to change the flow. After we restarted production, the new material travel distance dropped from 371 feet to 156 feet. That’s a savings of 215 feet. We also combined a lot of the processing steps, reducing the original 11 steps down to just 6 steps. In sum, we saw a 58 percent reduction in the travel and a 45 percent reduction in the number of processing steps. We also end up with 60 percent fewer staging operations.”
What’s Next for Formaspace? What Can Other Manufacturers Do?
We congratulated Mark for these very promising initial results. We wanted to know, what does he plan to do next, and what advice can we offer to other manufacturers?
“Of course, there is always more to do,” Mark said. “Kaizen is a continuous process. For example, in the short term, I’d like to incorporate more visual guides, e.g. more Kanban systems, that provide instant visibility into the production system. I’d also like to introduce more detailed metrics across our entire manufacturing line so we can do a better job measuring performance at the department, operator, and individual process level. This is important for us, especially because of Formaspace’s rapid growth, which might lead us to have to update and expand our manufacturing line to keep up with demand.”
“I hope that by sharing our experiences in performing a quick Kaizen burst will encourage other manufacturers to do the same if they have not done so already. We stand ready to assist them in a number of ways actually. First, we offer a quick consultation where we visit your manufacturing facility, warehousing distribution center, or packing and shipping facility. We call this our Rapid Plant Assessment: our efficiency experts will help you by providing an independent assessment of the workflow, along with concrete recommendations for how you can improve the efficiency of your operations.”
“The second way Formaspace can help is by building custom industrial furniture for your facility. Whether your needs are in manufacturing (from computer electronics assembly to aerospace production lines), in distribution centers (from warehousing storage solution to packing and shipping stations), or in R&D (from wet labs in health science research to dry/tech computer labs or cleanrooms), you can turn to Formaspace for fresh ideas on how to make your facility more efficient and productive.”
“Finally, remember, Kaizen is about continuous improvement. If you have high-throughput manufacturing or packing lines, Formaspace can build furniture prototypes that can help you fine-tune your processes for maximum efficiency.”
We’d like to thank Mark Proffitt for taking the time to speak with us, and we are looking forward to an update soon as he continues to enhance the productivity and quality of our production line here at Formaspace.
Turn to Formaspace for Manufacturing Solutions that Will Improve the Productivity and Efficiency of Your Facility
Remember, if you can imagine it, we can build it, where we build custom furniture fast — here at our factory headquarters in Austin, Texas.

Want to learn more?
Contact your friendly Formaspace Design Consultant today.
Find out why today’s leading Fortune 100 and Fortune 500 manufacturing companies turn to Formaspace for manufacturing solutions that will make your operations run smoother and be more productive.