Do you have questions about the leading methods for improving factory productivity, quality, and efficiency — Kaizen, Lean Manufacturing, Six Sigma or Lean Six Sigma? We take a look at how each of these models came to be, which principles they use to solve problems, and which ones are best suited for your factory operations.

The sheer volume and variety of high-quality consumer and industrial products we enjoy every day — produced by today’s state-of-the-art manufacturing facilities — would come as a complete shock to the industrialists, engineers, product designers and factory workers of the early post-World War II era.
Yet the backbone of today’s best practices in manufacturing — from just-in-time manufacturing methods, long supply chains, and sophisticated quality control programs — can clearly trace their roots back to this period when Japanese industrial engineers began to incorporate American research on statistical quality control into their own factory production methods.

Kaizen, Lean and Six Sigma Differences:
This fusion of Japanese and American production philosophies that began more than 70 years ago has been the basis for the different framework methodologies used by leading production facilities today, including:
- Kaizen / Toyota Production System: the just-in-time production system pioneered in Japan
- Lean Manufacturing / The Toyota Way: a further evolution of Kaizen as a global production system
- Six Sigma: a process improvement model introduced in 1996 by Motorola (and later widely promoted by General Electric’s CEO Jack Welch)
- Lean Six Sigma: an organizational model that combines the best features of Lean Manufacturing and Six Sigma
As we look at each of these different models, it’s important to understand the chronological history and the extent to which each model has been influenced by the others — including cases (such as Six Sigma) where they have adopted major components from other models.
The Kaizen Model and the Early Versions of the Toyota Production System
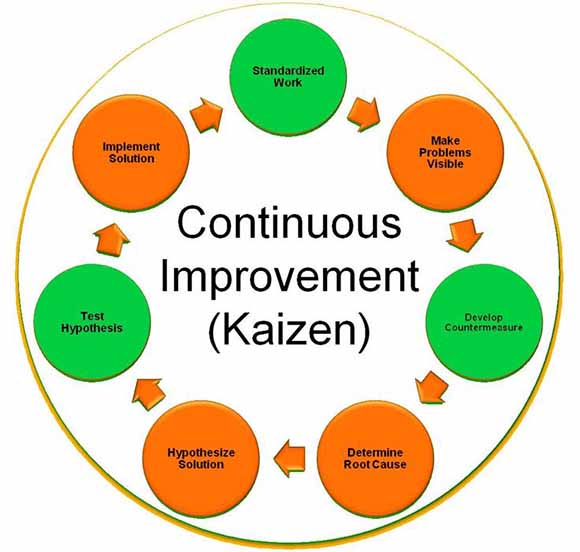
Many credit Toyota’s rise from a sophisticated pre-WWII textile company to one of the world’s pre-eminent manufacturers of automobiles to their adoption of a rigorous, scientific approach to making continuous incremental improvements (‘Kaizen’ means improvement in Japanese).
 Japanese engineers, including Toyota’s Taiichi Ohno, the father of the Kaizen philosophy (where it is known internally as the Toyota Production System or TPS) were highly influenced by American manufacturing pioneers, including Frederick Winslow Taylor (for his scientific timing studies of industrial production methods), Henry Ford (for embracing interchangeable parts and Design for Manufacture, or DFM, methods to reduce waste) as well as W. Edwards Deming (for his research into statistically-based quality control methods and the promotion of Shewhart’s Plan-Do-Study-Act or PDSA cycle.)
Japanese engineers, including Toyota’s Taiichi Ohno, the father of the Kaizen philosophy (where it is known internally as the Toyota Production System or TPS) were highly influenced by American manufacturing pioneers, including Frederick Winslow Taylor (for his scientific timing studies of industrial production methods), Henry Ford (for embracing interchangeable parts and Design for Manufacture, or DFM, methods to reduce waste) as well as W. Edwards Deming (for his research into statistically-based quality control methods and the promotion of Shewhart’s Plan-Do-Study-Act or PDSA cycle.)
There are many different organizational tools and techniques used in the Kaizen method to incrementally reduce waste and improve efficiency, ranging from the principle that any factory worker who encounters a defect can pull a cord to stop the production line, to a type of root cause analysis method known as the 5 Why’s, to the systematic, multi-stage 5S approach which helps factories improve material flow while reducing overall inventory storage requirements.
Some people also refer to Kaizen in the context of what is called a Kaizen Event (or Kaizen Blitz or Burst) that is used to solve a particular production problem during a short, intense period of time.
Finally, the influence of the Kaizen approach extends to many other major frameworks in use today — including Kaizen’s direct successor (Lean Manufacturing), an alternate framework known as Six Sigma, and the combination of both of these models, known as Lean Six Sigma — all of which incorporate the Kaizen approach as a foundational principle in their models.
Quick Guide to Kaizen
| What is Kaizen? | A daily process to improve production methods incrementally, using scientific measurements to monitor and adjust as needed. |
| Kaizen Key Objectives | Eliminate waste in factories by improving the evenness of material and information flow across the organization. |
| Who should use Kaizen? | Kaizen principles are incorporated into the other models, so its use is widespread. New users wanting to implement their first efficiency or quality improvement program may want to begin with one of Kaizen techniques, such as the 5 Why’s and/or the 5S program, as an initial starting point before tackling more complex, comprehensive frameworks, such as Lean Manufacturing or Six Sigma. |
| Years in widespread use | Post WWII-era to present |
| Significance of Name | From Kaizen, (改善 in Kanji), which is Japanese word for “improve”. |
| Alternate Names | Toyota Production System (TPS) |
| Closely related to: | Just-in-Time (JIT) Manufacturing, The Toyota Way, Lean Manufacturing (Kaizen’s successor) |
| Incorporates or builds on work by: | Frederick Winslow Taylor, Henry Ford and W. Edwards Deming (USA), Sakichi Toyoda (Toyota Founder), Taiichi Ohno (Toyota) |
| Seminal Reference Works | Kaizen: The Key to Japan’s Competitive Success, 1986, Masaaki Imai |
| Organizational Tools | 5 Why’s, 5S, Shewhart/Deming PDCA Cycle (Plan > do > Check > Act), Kaizen Event (or Blitz or Burst) |
The Lean Manufacturing Model, Successor to the Kaizen Model
Even though the Kaizen model was widely responsible for major improvements in the quality of Japanese manufactured products, it stayed off the radar of American manufacturing engineers and management teams for decades. This changed quickly in the late 1970s and early 1980s when the number of Japanese imports, particularly automobiles, reached a tipping point as an increasing number of American consumers elected to buy high-quality, ultra-reliable cars from Toyota, Mazda, Nissan and Subaru in lieu of Detroit’s Big Three offerings.
Suddenly the American economy faced a widely-publicized crisis as “Japan, Inc.” threatened to drive the big-three American car companies out of business. (At the time Chrysler was saved thanks to a controversial 1979 government loan.) In 1981, the Reagan administration hastily negotiated a “Voluntary Export Agreement” with the Japanese manufacturers that limited Japanese car imports into the USA to 1.68 million vehicles.
Thanks to the law of unintended consequences, this quota (which only covered vehicles actually made in Japan) led Japanese car makers overcome it by investing in the construction of brand new American “transplant” factories, including a unique joint venture, New United Motor Manufacturing, Inc (NUMMI), between Toyota and General Motors.
It’s generally agreed that GM, despite being a co-owner of a successful new factory with its arch-rival Toyota, was slow off the mark to learn and apply the “secrets” of Japanese manufacturing successes, which were based on Kaizen/Toyota Production System methods outlined above.
Adding insult to injury, the NUMMI factory, located near Silicon Valley in Fremont, California, had to be liquidated in 2010 during GM’s bankruptcy. Today it stands re-opened as the Tesla Motors electric car factory, which poses fresh challenges to the reconstituted GM.
The startling success of Toyota’s American transplant factories (and those of other Japanese manufacturers, such as Honda in Marysville, Ohio) in producing high-quality cars in America using American labor undercut the then commonly-held belief that Japanese workers were somehow inherently superior to their American counterparts. Instead, it became increasingly clear to the American public that something else was responsible for Japanese success. The answer seemed to lie in the sophisticated Kaizen factory management principles used by the Japanese companies.
The Kaizen model becomes widely known in North America as Lean Manufacturing.
The term Lean Manufacturing was first used by John Krafcik in his 1988 article titled “The Triumph of the Lean Production System.” It was followed by a best-selling book called “The Machine That Changed the World.” Soon the term Lean Manufacturing had completely eclipsed the lesser known Kaizen term as the preferred way to describe efficient Japanese production methods in America.
Meanwhile, as Toyota opened new production facilities around the world, it needed to revise its own Kaizen-based systems into order to indoctrinate new teams of workers who had never had any exposure to the Toyota Production System. Today, much of Toyota’s lean manufacturing effort go into mentoring its diverse workforce to feel respected and empowered enough to identify problems and improve its products and processes. Toyota refers to its own evolving Kaizen-based approach as The Toyota Way.
Quick Guide to Lean Manufacturing
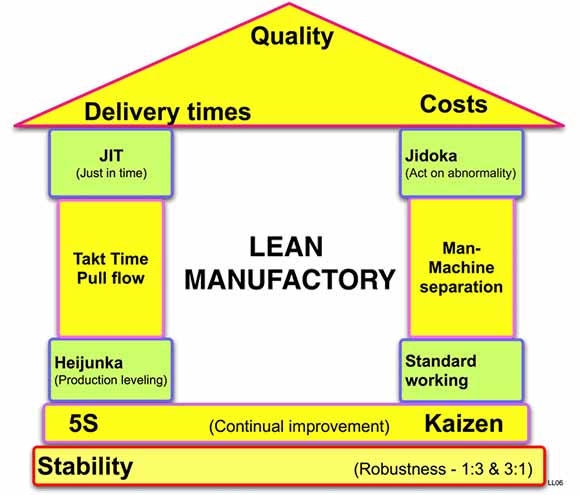
| What is Lean Manufacturing? | As an evolution of Kaizen and the Toyota Production System, Lean Manufacturing seeks to smooth out factory workflow peaks and valleys (even during short production runs) and minimize waste (by getting the right materials in the right place at the right time.) |
| Lean Manufacturing Key Objectives | Eliminate waste (muda), ensure efficiency by avoiding overburden (muri) and uneven workloads (mura). |
| Who should use Lean Manufacturing? | Lean Manufacturing is an approach suitable for production factories wanting to achieve cost reductions by the systematic reduction of waste (including errors or defects). Lean Manufacturing is essentially the successor terminology for the set of earlier Kaizen / Toyota Production System principles that date back to the early post-WWII period in Japan. Organizations attempting their first Lean Manufacturing implementation are advised to begin with some of the core Kaizen techniques, such as the 5 Why’s and/or the 5S program to gain experience and achieve initial success before implementing more advanced Lean Manufacturing principles. |
| Years in widespread use | Late 1980s to present |
| Significance of Name | Coined by John Krafcik in an 1988 article titled “The Triumph of the Lean Production System.” |
| Alternate Names | Lean |
| Closely related to: | The predecessor Kaizen model, Toyota Production System (TPS), Just-in-Time (JIT) Manufacturing, The Toyota Way |
| Incorporates or builds on work by: | Taiichi Ohno (Toyota) |
| Seminal Reference Works | “The Triumph of the Lean Production System” by John Krafcik.
“The Machine That Changed the World” by Womach, Jones, Roos |
| Organizational Tools | 5 Why’s, 5S, Shewhart/Deming PDCA Cycle (Plan > Do > Check > Act), Kaizen Event (or Blitz or Burst), SMED, Kanban (pull systems), Heijunka Box, Poka-Yoke (error-proofing), Continuous Improvement, Genchi Genbutsu, Respect for People, Value Stream Mapping |
The Six Sigma Model, an Alternative to the Kaizen / Lean Manufacturing Models
Lean Manufacturing was not the only framework to emerge during the difficult days of the 80s when American manufacturers were perceived as falling further and further behind their Japanese counterparts in both quality and productivity.
In 1986, American engineer Bill Smith introduced a new framework, called Six Sigma, which he developed during his years at Motorola. Like Lean Manufacturing, Six Sigma also takes on the challenge of quality improvement — by identifying and eliminating the underlying causes of defects while minimizing the variability of manufacturing and business processes.
Six Sigma’s stature and importance as a framework grew immensely when the influential CEO of General Electric, Jack Welch, took up the Six Sigma model in 1995 and had it implemented across the full spectrum of GE’s vast industrial empire.
The name Six Sigma itself comes from statistical modeling of manufacturing processes: the term six sigma denotes a process that should be, statistically speaking, 99.9996% free of defects (equivalent to 1 defect for each potential 3,400,000 cases).
Like The Toyota Way, Six Sigma focuses on the importance of making a change in the culture of the organization. To achieve this, Six Sigma establishes a set of roles and responsibilities that are roughly fashioned after Judo or Kung-Fu hierarchies.
- Employees who take on some Six Sigma responsibilities (in addition to their regular work tasks) are known as Six Sigma Green Belts. Those selected to lead Six Sigma projects on a dedicated, full-time basis are known as Six Sigma Black Belts. These Black Belts are in turn coached by an elite group known collectively as Master Black Belts.
- There are also special Six Sigma roles within the executive leadership, including establishing overall program goals and resources. Select executive leaders, known as Six Sigma Champions are chosen to serve as point persons to coordinate Six Sigma implementations across the organization.
Due to the large salary investment required to support full-time dedicated Black Belt personnel, Six Sigma may be more suited to larger organizations with more than 500 employees.
Critics of Six Sigma also express concern that unless the Six Sigma implementation stays true to its mission (making improvements), a relentless focus on performing quality measurements (for their own sake) can arise that can divert resources from inventing new “blue sky” ideas and breakthrough product innovations.
Quick Guide to Six Sigma
| What is Six Sigma? | A comprehensive system developed by engineer Bill Smith at Motorola designed to help companies improve quality and efficiency. A Six Sigma implementation is characterized by a hierarchy of roles (Green Belt, Black Belt, Champions) assigned across the organization. |
| Six Sigma Key Objectives | Increase quality levels by using statistical data measurement to eliminate the underlying causes of defects as well as reducing variability in manufacturing processes. |
| Who should use Six Sigma? | Six Sigma is especially suited to organizations that want to measure the financial returns that result from an intensive focus on improving quality. Six Sigma is also suited for organizations who would benefit from having dedicated quality champions placed throughout the organization who promote and measure progress toward achieving quality goals. On the flip side, this can be a burden on smaller organizations (500 employees or less) who may find it difficult to afford full-time personnel dedicated to Six Sigma initiatives. |
| Years in widespread use | 1996 to present |
| Significance of Name | Six Sigma comes from the language of statistics, referring to a goal to increase the likelihood that a particular process will be defect-free 99.9996% of the time. |
| Alternate Names | 6σ |
| ISO Standard: | ISO 13053:2011 |
| Incorporates or builds on work by: | Shewhart/Deming PDCA Cycle (Plan > Do > Check > Act) |
| Early Adopters | Motorola, General Electric, Honeywell |
| Organizational Tools | 5 Why’s,TIMWOODS, DMAIC, DMADV, Root Cause Analysis, Business Process Mapping, Cause and Effect (Fishbone) Diagram, Cost-Benefit Analysis, Quality Function Deployment (QFD), Quantitative Marketing Research, Enterprise Feedback Management, SIPOC, COPIS, Value Stream Mapping |
The Lean Six Sigma Model Combines the Advantages of Lean and Six Sigma
During the 2000s one of Six Sigma’s major proponents, General Electric, began implementing a newer methodology that combines the advantages of the Lean Manufacturing model (process flow and reducing waste) with those of the Six Sigma model (measuring quality and eliminating defects).
The combined model, logically enough, is known as Lean Six Sigma. It’s been adopted by other major companies such as Verizon and IBM, where it’s being applied to areas beyond pure manufacturing: Lean Six Sigma is used in software development as well as sales and service functions.
This latest model began to gain significant traction as the Great Recession took hold in the late 2000s and companies were looking for additional ways to achieve organization efficiency and profit during a difficult economic downturn.
Quick Guide to Lean Six Sigma
| What is Lean Six Sigma? | A merger of the existing Lean Manufacturing and Six Sigma frameworks. |
| Lean Six Sigma Key Objectives | Eliminate waste (muda), ensure efficiency by avoiding overburden (muri) and uneven workloads (mura). Increase quality levels by using statistical data measurement to eliminate the underlying causes of defects as well as reducing variability in manufacturing processes. |
| Who should use Lean Six Sigma? | Lean Six Sigma is suited for organizations who want to take the best aspects of Lean Manufacturing and traditional Six Sigma. Corporations are also applying Lean Six Sigma principles to non-traditional areas, such as sales and services as well as software development. |
| Years in widespread use | 2001 to present |
| Significance of Name | The name Lean Six Sigma is derived from the combination of Lean Manufacturing and Six Sigma |
| Seminal Reference Works | Leaning into Six Sigma: The Path to integration of Lean Enterprise and Six Sigma, 2001, by Wheat, Mills, Carnell |
| Incorporates or builds on work by: | Lean Manufacturing, Six Sigma |
| Early Adopters | General Electric, IBM, Verizon |
| Organizational Tools | 5 Why’s, 5S, Shewhart/Deming PDCA Cycle (Plan > do > Check > Act), Kaizen Event (or Blitz or Burst), SMED, Kanban (pull systems), Heijunka Box, Poka-Yoke (error-proofing), Continuous Improvement, Genchi Genbutsu, Respect for People, Value Stream Mapping, TIMWOODS, DMAIC, DMADV, Root Cause Analysis, Business Process Mapping, Cause and Effect (Fishbone) Diagram, Cost-Benefit Analysis, Quality Function Deployment (QFD), Quantitative Marketing Research, Enterprise Feedback Management, SIPOC, COPIS, Value Stream Mapping |
Formaspace is dedicated to Your Organization’s Success
No matter which organizational framework you choose to improve quality and productivity at your facility, Formaspace has your back.
We have a proven track record — renowned Fortune 500 industrial manufacturing and distribution companies like 3M, Amazon, Apple, Boeing, Dell Computer, Keuhne+Nagel, Lockheed Martin and McMaster-Carr Supply Company turn to Formaspace for solutions.

We can help you as well.
Whether you are a Six Sigma Black belt or just getting started conducting your first 5S audit, your next step should be making contact with a Formaspace Design Consultant to learn more about our rapid plant assessment services, highly-productive factory workstations, distribution center packing stations and more.
Make contact today. You’ll be happy you did.