Value Engineering versus Breakthrough Engineering
Structural engineers and product designers are constantly looking for ways to make their designs stronger while reducing weight and material costs, a process known as value engineering.

Often the success of these changes is measured in ounces of lost weight or cents on the dollar in cost savings.
But on occasion, creative engineers and designers can create breakthrough structural designs so revolutionary that they make everything that came before seem obsolete.
Here are a couple of examples to illustrate our point.
In architecture, the American construction industry was transformed by the introduction of balloon frame houses in the early 1800s, the fast, stick-built construction method that replaced earlier heavy post and beam designs. Then, in 1885, the first skyscraper appeared, Chicago’s 10-story tall Home Insurance Building, which pioneered the use of a structural steel frame construction, allowing architects to design our first modern multi-story buildings. In 1951 Mies van der Rohe moved this steel structure inward – away from the exterior walls – to create better views and more usable space in his design for Chicago’s Lake Shore Drive Apartments, the prototype of today’s modern glass office towers.
Vehicle design has also seen a series of structural engineering breakthroughs. Throughout the 1920s and well into the 1930s, most volume car production was “body on frame” – bodies were built of stamped sheet metal nailed to wooden supports, then later mounted onto a strong metal frame containing the engine and running gear. This approach was essentially an incremental update to the longstanding construction practices dating back to the horse-driven carriage era.
But there was another way. Budd Manufacturing Company, later famous for its streamlined railroad cars, such as the Pioneer Zephyr, sought to change things. In the early 1930s, they licensed their revolutionary all-metal unibody vehicle designs (known as a monocoque in French) to the French car maker Citroën (for use in the beloved Traction Avant) and Chrysler (for their art deco-styled Airflow sedan series). Budd’s unibody design coalesced the entire vehicle structure into a super strong body shell, eliminating the need for wood panel supports and a separate frame.
While “body on frame” structures remain in use to this day (primarily for trucks and heavy SUVs), the majority of today’s modern vehicles use a unibody structure, thanks to its relatively lower weight, higher strength, increased torsional rigidity, reduced vibration, and (usually) lower cost.

Introducing Sandy Munro, YouTube’s Breakout Star Advocating for Better Design for Manufacturing
When talking about manufacturing optimization, we’ve often brought up the name of Sandy Munro, founder of the eponymous Munro Associates, a Michigan-based consulting company famous for its no-nonsense automotive teardowns and manufacturing/material costing analysis.
It’s hard to pull the wool over Munro’s eyes. He’s seen it all during his decades-long career that started as an automotive toolmaker, to cost-analysis project manager at Ford, to his current fame as an oft-quoted YouTube channel sensation where he has a cultivated devoted following his highly detailed videos evaluating engineering design choices and manufacturing methods.
Munro is an outspoken advocate of tried-and-true principles of manufacturing design optimization, including:
- Promoting the practice of “top-down” construction, in which components are assembled from the bottom layer upwards (without the need to flip or turn the in-process work upside down). This not only speeds up assembly and increases quality, it generally makes product repair and maintenance easier as well.
- Reducing or ideally eliminating the use of fasteners to increase quality and reduce manufacturing and warranty costs. (Munro says that a study at Ford showed that fasteners are a root cause of a majority of warranty failures – “If you want poor quality, add more screws.”). Useful approaches for achieving this include using part designs that can be snapped or glued into place.
- Reduce manufacturing costs by combining multiple part sub-assemblies into one larger component. For example, it may be possible to replace a part made up of various brackets and sheet metal stampings with a single, larger molded part – to achieve lower costs and better quality.
- Create multi-purpose components that perform multiple functions, which can reduce costs across multiple systems. (Munro points to the Tesla “Super Bottle” as a prime example; this single water reservoir replaces multiple tanks used in the battery heat management and interior heating systems.)

As an industry insider, Munro has direct experience with how difficult it can be to create breakthrough engineering programs, like the Tesla Super Bottle.
In an interview on Autoline Network, Munro went on one of his famous ‘rants’ about what stands in the way of manufacturing innovation at big established companies:
“This bottle is called the Super Bottle; this bottle does all the cooling – for everything! You’ve got a heat exchanger here for your AC system, a heat exchanger here for the battery module – everything goes through this little bottle here. We were really thrilled with this.
You were asking before, ‘why don’t we see the guys in Detroit do things (like this)?’
Do you know how many different fiefdoms you have to have (onboard) in order to make this happen?
The engine cooling guys (say) ‘uh uh no no, I will not – those are my hoses, this my hose, you can’t have that, this space is mine.’
The arguing and bickering that goes on about cooling is just out of this world. And they (Tesla) took this (which) crosses powertrain, HVAC, and on and on and on, and here they have created something – this isn’t the first time we have ever talked about doing something like this – we’ve talked about it a lot, but because of the Detroit infrastructure – the way that cars are designed you have this ‘you stay out of my territory’ — (which means) you can’t have something like this because it crosses too many lines (of management).”
Case Study: High Cost of Stamping and Assembling Sheet Metal Panels in Unibody Structures
Let’s turn the conversation back to unibody car manufacturing.
Unibodies have the potential to be cheaper and lighter weight than their ‘body on frame’ brethren.
That said, the conventional manufacturing processes of welding up potentially hundreds of individual sheet metal stampings to create an entire vehicle body can be expensive – and in one famous instance, deceptively so, as in the case of the famous original Alec Issigonis-designed Mini.
In the early 1960s, Ford manufacturing experts tore down a new Mini to try to discover how BMC could sell it for such an astonishingly low price – only to discover that BMC was likely losing around 30 pounds on each Mini sold (equivalent to about 6% of the sales price). Ford was right, BMC’s hit car was losing them money on each sale, which later helped drive BMC into a series of unwanted mergers and ultimately bankruptcy.
Munro likes to say that the conventional thinking is that unibody construction is cheaper. But in reality, he points out, all the stamping equipment and associated tooling not only requires investment it also takes up a massive amount of factory floorspace in the body shop.
Munro calculates that each body stamping requires the following – per each stamped part:
- 1 slitter (to slice off the right width of rolled sheet metal)
- 1 uncoiler (to flatten the rolled metal before stamping)
- 2 or more stamping dies (and up to 4 or even 5 or 6 for deep draws)
- 1 or more robot material handlers (to avoid putting workers in physical danger)
- Workers to clean out the stamping pit
- Workers to clear out the scrap metal (“swarf”)
- Forklifts drivers and other material handling operators/operations
Now expand that out to 150 to 200 unique stamped parts or more, and you can see that just creating the stampings necessary for assembling a car body is a massive capital investment, but we’re not done yet. Each of these parts needs to be set in place (either with clamps, tack welds, or glue) and then welded as many as 1500 to 2000+ times to create a finished unibody structure.
But the headaches with this approach don’t stop there.
Because the structure is built piecemeal, each individual part has its own size and placement tolerance – and there is plenty of opportunity for these to build up (e.g. stacked tolerances) in such as way that the overall structure is either too wide, too narrow, too tall or too short – which can lead to noticeable fit and finish issues such as panel gaps between fenders and doors for example.
As Sandy notes, welding a bunch of sheet metal parts makes it hard to keep everything uniform:
“Every time you figure out how to get the (stacked) tolerances/dimensions correct, what happens? Purchasing finds a cheaper supplier. If you want to know why a body shop can never make any money, it’s because a purchasing agent got a high achievement award for finding a new supplier with a new steel that no one’s ever seen before – and now, you’ve got to tune every one of those dies into this new material. And then, of course, well, we can’t just have one supplier – let’s have 10! – because then I’d really look like a hero – and then you’ve got guys on the floor continuously tuning these dies. It’s not like all steel bends at the same rate…”

The Challenge and Opportunity: Massive Giga Casting Machines
Now let’s talk about some exciting breakthrough engineering.
What if all hundreds of these individual stamped sheet metal parts could be replaced by a single aluminum casting?
IDRA’s third massive “Giga Press” undergoing assembly at their factory headquarters east of Milan, Italy.
Recently, Sandy Munro visited the pioneering Italian die casting press manufacturer IDRA to see their latest gigantic 9,000-ton “Giga Press.”
The Giga Press is an engineering marvel capable of producing die-cast aluminum parts of unprecedented sizes, including, as we’ll see in a moment, parts large enough to replace the front or rear end of unibody cars.
When building a die-cast press at this massive scale, the IDRA engineers had to overcome major challenges, including how to safely handle the tremendous forces of hydraulic fluid pressure as well as manage the built-up inertia and momentum required to move AND stop the press quickly as it cycles through each shot as well as inject the large volume of molten metal into the die – all the while maintaining a rapid cycle time and avoiding issues such as air cavitation inside the press and die which interfere with making a complete molded part.
Benefits of Giga Casting: Tesla’s Manufacturing Innovations Add up to Big Savings
Which car company has put the giant IDRA Giga Presses into production?
The answer is Tesla – with the first one introduced at their assembly plant in Fremont, California, that was capable of die casting one-half of the rear frame components of the Tesla Model 3.
Now the Tesla Austin factory has an even bigger IDRA press, capable of die casting an entire rear end frame assembly for the Tesla Model Y – from the left wheel well to the right wheel well, from the back of the passenger compartment to the rear bumper crush zone.
The massive Giga Press in action at Tesla’s Austin assembly plant – producing a one-piece casting for the entire rear structure of the Model Y vehicle.
What does this mean in terms of cost savings and quality?
Sandy Munro is quick to answer. Each casting, which fills up in the Giga Press in less than a second, is “perfect” – and “perfection is really tough in a factory,” he notes. Munro calls the die-cast parts a “stone” – referring to the fact that each cast part coming out of the press is dimensionally accurate, unlike welded structures that suffer from tolerance “drift” – the result is a significantly improved quality fit and finish of the final product.
Munro also points out that because of the 1 second cycle time, very little stress is introduced into the die-cast part, so it doesn’t require any subsequent heat treatment. Also, new technologies for the die itself are expected to extend its maintenance life from 30 to 40 thousand “shots” to over 100 thousand before it needs to be disassembled and polished before returning to service.
But the biggest saving of all comes from reducing complexity.
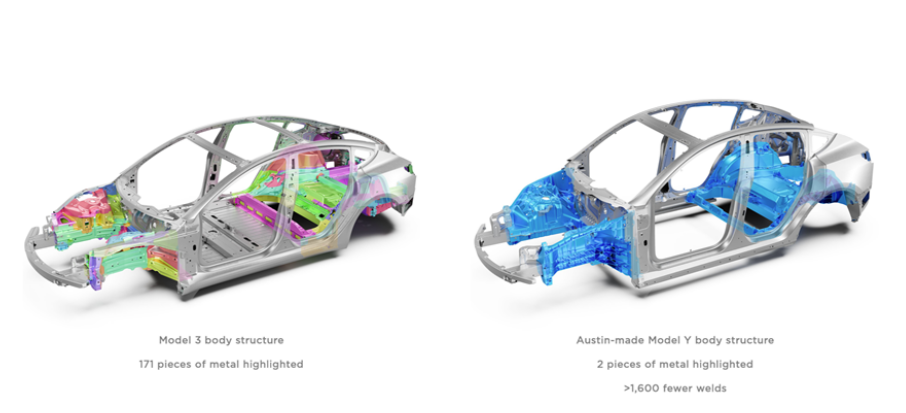
As shown in the Tesla diagram above, the original Model 3 (at left) required over 170 different pieces of sheet metal assembled with over 1,600 welds. The newer generation Model Y built in the Austin factory replaces these parts with just a front and a rear “Giga Casting” produced on the ISDA Giga Press.
Given the success of the new Giga Press in production, we can anticipate that not only other vehicle manufacturers but companies in a variety of heavy industries will be looking at the potential for incorporating this impressive manufacturing technology into their production lines.

Formaspace Can Help You Make a Difference in Your Manufacturing Processes
If you can imagine it, we can build it, here at our factory headquarters in Austin, Texas.
No matter what your industry or specialty, Formaspace can build custom furniture solutions that meet your exact needs.
Find out how we can work together to make your next project a success. Contact your Formaspace Design Consultant today.